Machining cycles
In order to systematically carry out all the recovery operations for 90% of the scrap metal, the company follows the following phases which can be divided into two well-defined lines, one for the hot transformation/production (melting / production of aluminum ingots) and the other for cold transformation (manual selection, mechanical selection, grinding, pressing).
Hot cycle
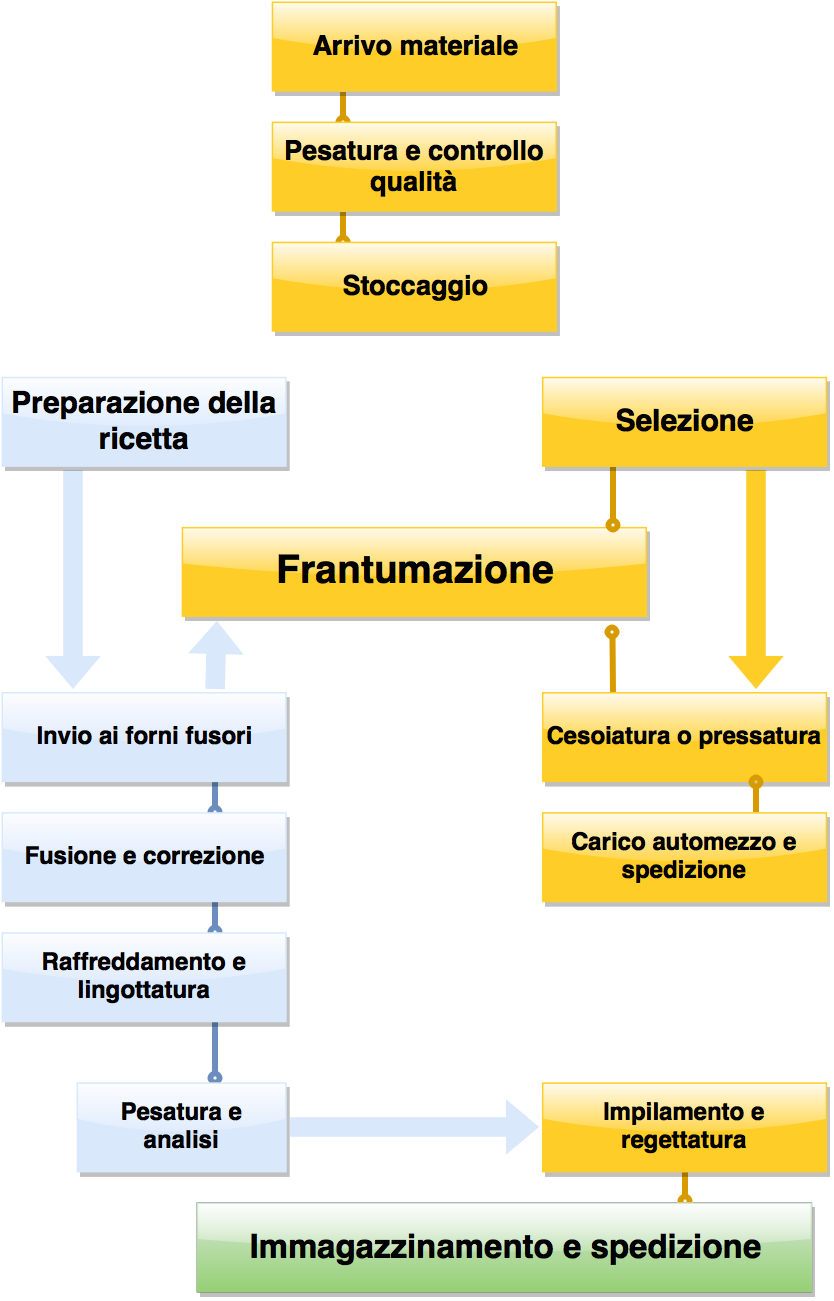
The processing cycle for the hot transformation of scrap metal in order to produce secondary raw materials (aluminum ingots) includes the following phases:
- Weighing and classification of incoming materials;
- Selection;
- Possible volumetric reduction, pressing-shearing;
- Preparation of the recipe;
- Fusion;
- Melt analysis;
- Possible corrections;
- Ingot plating;
- Stacking of ingots;
- Strapping, labeling and storage.
The individual phases of the cycle are described below:
Weighing of incoming materials
The incoming materials are weighed by means of an electronic scale with relative weighing coupon which, in addition to the weight, also indicates the date and time of the weighing. After their unloading, the means of transport is re-weighed to obtain the net weight of the incoming materials.
The coupon which therefore shows the gross, the tare and the net amount is stapled to the transport DDT or to the FIR (waste identification form) if they enter with this type.
The sorting and selection of incoming waste is carried out by specialized workers capable of identifying, for example, the different qualities of aluminum (case, profile, tableware, soft plate, etc.) and waste made up of different materials.
The latter can be recovered, for example iron, or sent for disposal such as paper, cardboard, rags, rubber, plastics or other inert materials.
Possible volume reduction
The materials thus selected for quality, can undergo a volumetric reduction by means of pressing for a better possibility of sale or for easier loading to the furnaces in case of use for the production of ingots.
Preparation of the recipe
It is the most important phase of the whole process, as depending on the alloy to be made it is necessary to prepare the necessary qualities and quantities of aluminum, suitable for the characteristics of the final alloy.
Fusion
The materials prepared according to quality and quantity are loaded in pre-established times into two melting furnaces with methane combustion which reach temperatures between 700 and 750° C, necessary for the melting of the aluminium.
The liquid material from the melting furnaces is transferred to a holding furnace with a capacity of 10 tons. in which the liquid undergoes a surface cleaning and degassing operation to make the liquid homogeneous.
Analysis of the melt
From the liquid bath deposited in the holding furnace, a sample is taken which, after cooling, is sent to the analysis department where a spectrometer verifies the quality of the alloy and any corrections to be made to it.
Possible corrections
If, for example, the bath is found to have a high percentage of iron from the check, a quantity of material with a low iron content (e.g. aluminum plate) must be added to the bath in order to lower the iron content in percentage.
Once the quality has been restored, the liquid moves on to the next phase.
It should be specified that in the transition from the solid to the liquid state, the materials undergo a drop in melting between 20 and 25% depending on the amount of the physical state and the chemical characteristics.
Therefore the quantities of material to be sent to the furnaces must be suitably increased in order to obtain the expected quantities by weight after melting. The decrease can be identified as residues of slag and abatement dust.
Ingot plating
The liquid material present in the holding furnace, after any corrections, is slowly transferred into a ribbon ingot which, as it advances, allows the cooling and consolidation of the liquid, making it assume the shape of an ingot.
These are unloaded into a container for final cooling.
Stacking
Once the ingots have cooled, they are stacked by hand forming a parallelepiped about 120 cm high and about 100 cm wide.
Stringing, labelling, bagging and storage
The parallelepiped thus composed is recast with iron or plastic strips for their hold so that they do not fall apart during storage and transport.
The parallelepiped is labeled with the following indications on it:
-Type of alloy
- Casting number
- Date of casting
-Weight
- Company name of the plant
These parallelepipeds called "pine cones" or "packs" are finally subjected to radioactivity control before being stored in the warehouse and ready for shipment.
For the realization of the fusion cycle and therefore the production of aluminum alloy ingots, the company is equipped with the following plants:
- N° 1 20 tn melting furnace.
- N° 2 rotary ovens of 6 tn.
- N° 1 ingot machine for molds 220 loaves
- N°1 Robotic arm for parcel arrangement
- N° 2 mobile loaders on rails.
- N° 2 fume extraction and fume abatement systems, one connected to the ovens and one connected to the sumps placed on the ovens to extract the fumes during loading.
- N°2 automatic strapping machines.
- Scale for weighing ingot packages
- Analysis laboratory for the control and classification of the alloys produced.
Cold cycle
The cycle for the cold treatment and recovery of both aluminum and other metallic scrap is different and much simpler. These can be identified in the following phases:
- Weighing and classification
- Storage
- Selection
- Pressing/Shearing/Shearing
- Grinding
- Storage of MPS
- Shipping
It is understood that among the Secondary Raw Materials, there is also the aluminum deriving from said treatments and which do not flow into hot working (ground aluminum, ground profiled aluminum, selected aluminum profile, etc.)
For the recovery of scrap metal and the completion of these phases, the company has the equipment listed below:
N° 1 Shear Press
N° 2 Presses for parcels
N° 5 self-propelled cranes
N° 1 grinding mill for ferrous and non-ferrous scrap
N° 1 mobile grinder
N° 6 Forklifts
N° 1 Automatic sorter for the separation of scrap aluminum / ground iron from aggregates.
N° 1 SAPHYMO SCINTO type radiometric detection instrument.